断桥铝材型材注胶工艺中需要控制的要点介绍
铝型材注胶技术(下文简称注胶技术)是通过在铝型材隔热槽中注入聚氨酯材料,在聚氨酯材料固化后断桥来生产聚氨酯注胶隔热铝型材(下文简称注胶铝型材)的技术,其流程简图如下(对于相容性好的铝型材可以省去开齿步骤):

注胶技术于上个世纪七八十年代源于美国,已在北美市场获得广泛的应用。该技术引入中国已有近十年的历史,近几年随着注胶设备及聚氨酯隔热胶供应渠道的增加而得到快速的发展。
该技术具有产品质量稳定及生产效率高的优点,以该技术生产的隔热铝型材具有水密性好、断面设计灵活多变,节约铝型材用量等特点,因此该技术在国内市场上受到越来越多铝型材生产厂家的青睐。大量的注胶生产线被投入使用,注胶铝型材市场呈现快速成长的势头。
在其市场蓬勃发展的同时,也存在不少的问题。大多数新投资注胶铝型材生产线的厂家没有任何的相关生产经验,通过短时间的培训仅仅达到“可以生产”的状态,而在尚未对该技术有充分认识的前提下就匆忙进入批量生产。这种认识上的不足导致生产过程中出现较多的质量问题,这些问题的存在不仅影响到注胶生产厂家的发展,而且影响到注胶生产行业的发展。
根据我们对注胶技术的认识与经验,在此把注胶铝型材生产过程中的一些要点罗列出来,希望对注胶铝型材企业有所帮助,进而对行业的发展起到一些推动作用。限于作者知识及经验的不足,本文可能存在一些谬误,还望见谅。
1. 聚氨酯注胶材料的性能
聚氨酯是聚氨基甲酸酯的简称,其英文名称为Polyurethane,简称为PU(或PUR)。聚氨酯是由多元醇和多异氰酸酯发生加聚反应产生的,其化学反应可用以下反应式表示:
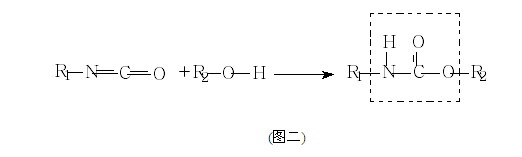
上述双组分的聚氨酯原材料称为聚氨酯组合料或聚氨酯原胶(下文称聚氨酯原胶)。
为了确保聚氨酯注胶材料性能,注胶铝型材生产厂家可以从不同层面来监测聚氨酯注胶材料的性能,包括:聚氨酯原胶参数、聚氨酯材料性能、及注胶铝型材性能。
1.1聚氨酯原胶的性能参数
表征聚氨酯原胶的性能参数很多,其中比较重要的性能参数按原胶组分不同分别列出如下。
多元醇组分:粘度、水含量、反应速度等。
异氰酸酯组分:粘度、异氰酸根含量(NCO%)等。
一般来说,聚氨酯隔热胶生产厂家一般都会在出货时提供每批产品的检验证明(COA),隔热胶使用厂家可以根据隔热胶生产厂家的标准验收,有条件的使用厂家可以抽样自行检测,前提条件是监测方法应该尽可能与隔热胶生产厂家一致。
1.2聚氨酯隔热胶材料物理性能
在聚氨酯隔热胶新制订的国家标准中(《铝合金建筑铝型材用辅助材料第2部分:聚氨酯隔热胶》)列出一系列的测试项目,其中比较重要的有:邵氏硬度、抗拉强度、断裂伸长率、热变形温度、冲击强度等。
聚氨酯隔热胶生产厂家一般可以提供由权威检测机构出具的检验报告。这种报告结果表明隔热胶生产厂家有能力生产出合格的产品,并不能作为特定批次产品性能评判的依据。
有条件的隔热胶使用厂家可以对每个批次的隔热胶进行检验,没有条件的使用厂家也应该对每批隔热胶制备试片留存作为有疑问时追溯的凭证,并定期委外检测以做到心中有数。
需要注意的是,隔热胶试片的制作应该有明确的规范,确保试片是在正确的混合比例、良好的混合效果及适当的温度条件下制备出来的,同时应该确保试片没有混入气泡。
1.3注胶铝型材性能
除了对聚氨酯原胶及隔热胶物理性能的直接监控外,还可以把注胶铝型材生产过程中铝型材样品的测试作为判别聚氨酯性能的辅助手段。
在注胶铝型材生产过程中应该经常性按GB5237.4的要求来检测注胶铝型材的性能,在数据出现异常时可对隔热胶性能、注胶工艺、表面相容性及铝型材设计等各方面进行分析判定。
2. 注胶铝型材生产工艺参数
聚氨酯隔热胶作为一种双组分原胶加聚反应的产物,其混合比例、反应温度等工艺参数对注胶铝型材性能起到决定性的影响,在注胶铝型材生产中遇到的质量问题中超过办数属于工艺问题。
2.1混合比例
混合比例偏离会直接导致聚氨酯材料性能的偏离,一般而言,混合比例(多元醇/异氰酸酯,下同)偏低,则硬度下降,拉伸强度偏低;混合比例偏高则断裂延伸率下降,材料变脆。
混合比例取决于聚氨酯设备的状况,一方面与聚氨酯设备的性能有关,另一方面与设备保养状况有关。一般来说,异氰酸酯组分遇水会发生固化反应,因此在设备使用率较低的情况下容易堵塞管道造成比例的变化,异氰酸酯计量泵与管道的状况是设备保养关注的重点。
在注胶铝型材生产中,每天生产前应该测量混合比例,如果混合比例超出允许范围,应立即对设备进行检修至混合比例恢复正常才能进行生产。
2.2混合头转速
一般而言,混合效果与混合头转速直接相关,适当的转速才能保证良好的混合效果。对于早期的气动混合头来说比较容易出现由于气压降低而导致混合效果下降的问题,应该特别关注。近几年的新设备全部采用液压或电动混合头,一般都可以保证良好的混合效果。
2.3反应温度
由双组分原胶加聚反应生成聚氨酯的过程对温度的影响比较敏感,温度偏高导致反应速度偏快,气泡无法顺利排出会导致隔热胶表面出现气泡现象,但对其它物性影响不大;温度偏低则会导致聚氨酯的高分子结构熟化不完全,当温度低于20℃时(配方不同,温度低限可能不同,但相差幅度应该不大),出现明显的“发脆”现象。
反应温度的影响体现为原料料温、铝型材温度及环境温度(室温)的共同作用,其中原料料温可以通过聚氨酯设备控制;铝型材温度过低时可以通过加热来保证;环境温度的控制则相对困难,但同时又是重要的,只有保证较好的环境温度,才有可能保证产品质量的稳定。
对于环境温度的控制,华南客户之前重视程度明显不足,去年冬天的低温使不少客户出现较大质量问题,今年以来越来越多的客户开始认识到环境温度的重要性,陆续增加空调房,以确保冬天产品质量的稳定。相对而言华南以外的客户对环境温度的重视程度要高的多,大部分客户都对注胶生产线作了保温处理。
3. 聚氨酯隔热胶与铝型材表面的相容性
聚氨酯的分子结构中含有大量的氨基甲酸酯键、醚键等极性基团,是一种典型的极性材料,其与极性表面体现出良好的相容性,可以产生很强的附着力;但与低极性的表面则表现出很差的相容性。一般而言:
3.1 粉末喷涂表面
聚氨酯隔热胶与大部分的粉末处理的铝型材具有良好的相容性,但对于低光表面(可能含蜡),特定颜色的表面(特定色料或其分散剂可能有影响)可能存在不相容的现象。
对于不相容的情况,可以与粉末涂料供应商沟通以选用相容性更好的粉末;如果粉末供应商无法更改,可以通过遮挡槽口的方法尽量减少甚至避免粉末出现在槽口内,同时开齿来克服不相容的问题。
如需要开齿时,要保证适当的开齿深度及密度才能达到效果,否则会出现开齿后剪切强度仍然不能达标的情况。
3.2电泳漆
有约半数的电泳处理铝型材存在与聚氨酯隔热胶不相容的问题。
出现不相容时,如果电泳漆供应厂家无法调整配方时只能通过开齿来克服。
3.3氟碳喷涂
大多数的氟碳铝型材表面存在与聚氨酯隔热胶不相容的问题。
可以通过遮挡槽口的方法减少甚至避免氟碳材料在槽口内的出现,同时开齿以克服不相容的问题。
3.4氧化表面
大多数的氧化处理铝型材与聚氨酯隔热胶有良好的相容性,对于相容性不好的情况可以通过开齿来克服。
总的来说,相容性的问题在注胶铝型材的生产中会经常性的存在,只有同过试验来确定特定表面(需确定涂料生产厂家、型号、批次)处理铝型材的相容性。如果出现不相容时,可通过更改涂料(涂料生产厂家、型号、批次),降低槽口内表面涂料量,开齿等手段来克服。
4. 其它因素
4.1注胶槽口的设计
个别厂家没有采用标准槽口,出现锁点过深等问题,导致聚氨酯隔热胶实际断面面积减小,因此造成强度下降,甚至出现严重质量问题。
4.2铝型材断面的设计
对于断面较大的铝型材,不恰当的断面设计可能造成应力集中从而使注胶铝型材容易在隔热胶部位断裂而影响其使用。
4.3断桥时间
从液体原胶固化为固体聚氨酯隔热胶的过程中由于收缩可能造成铝型材槽口的收缩甚至张开,对于较薄的铝型材影响尤其明显,选择合适的断桥时间可以大程度的降低槽口的变形。
4.4注胶铝型材成品的存放
市场上发现注胶铝型材成品在长期存放过程中由于露天存放,层间堆放不能保持平整等原因造成铝型材变形,影响正常使用。正确的成品存放方式也是必不可少的。
除了这些因素之外,有不少的注胶铝型材生产企业由于管理不到位,没有形成系统得质量管理体系,在生产过程中出现不同的问题,甚至将不合格的铝型材流向市场,当客户出现质量投诉时无法追溯查找原因,这些不仅影响到企业自身的发展,也影响到注胶铝型材市场的发展。
小结:
聚氨酯隔热胶作为注胶铝型材的关键原材料,对其质量的控制是注胶铝型材质量的重要保证。同时由于注胶铝型材生产厂家采购的隔热胶原料为双组分的液体原胶,由原胶转化为隔热胶的过程发生在注胶铝型材的生产过程中,因此注胶铝型材生产厂家现场工艺过程的控制同样至关重要。而隔热胶与铝型材的复合是通过隔热胶与铝型材表面的粘结力,铝型材表面处理方式对粘结力有决定性的影响。任何环节出现问题都可能导致注胶铝型材的质量问题,均应足够重视。
聚氨酯隔热胶生产企业与注胶铝型材生产厂家的通力合作才能保证注胶铝型材生产的有序进行。其中,聚氨酯隔热胶生产企业不仅需要提供稳定合格的隔热胶原料,同时应该作为注胶铝型材生产厂家的顾问介入到注胶铝型材的生产中去,为注胶铝型材生产厂家提供培训与指导;而注胶铝型材生产厂家在做好自身生产管理的同时,也应与聚氨酯隔热胶生产企业积极配合,并及时沟通。只有通过双方的良性互动才能够共同成长,为市场提供优良的产品,促进注胶铝型材市场的发展。